以下是:数控等离子切割机激光切割机12000w批发货源的产品参数
| 小起订 | 1 |
|---|
| 是否厂家 | 生产厂家 |
|---|
| 产品材质 | 钢结构 |
|---|
| 产品品牌 | 华宇诚数控 |
|---|
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | YCLM-4000 |
|---|
| 质保时间 | 2年 |
|---|
| 适用领域 | 金属钢板切割 |
|---|
以下是:数控等离子切割机激光切割机12000w批发货源的图文视频
选购数控等离子切割机激光切割机12000w批发货源来河北省找华宇诚数控科技有限公司(河北分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:-18986290037,{QQ:1051088151},地址:[江夏区庙山工业园特1号]。 河北省 2022年,河北省地区生产总值为42370.4亿元,比上年增长3.8%。
想知道数控等离子切割机激光切割机12000w批发货源产品为何如此受欢迎?观看视频,答案自在其中。
以下是:数控等离子切割机激光切割机12000w批发货源的图文介绍
页面所展示的 二手光纤激光切割机产品可销往江苏、上海、浙江、福建、安徽、江西、山东、山西、河北、河南、北京、天津、辽宁、吉林、黑龙江、内蒙、宁夏、陕西、新疆、青海、湖南、湖北、重庆、四川、贵州、云南、广东、广西、海南等省市和自治区。


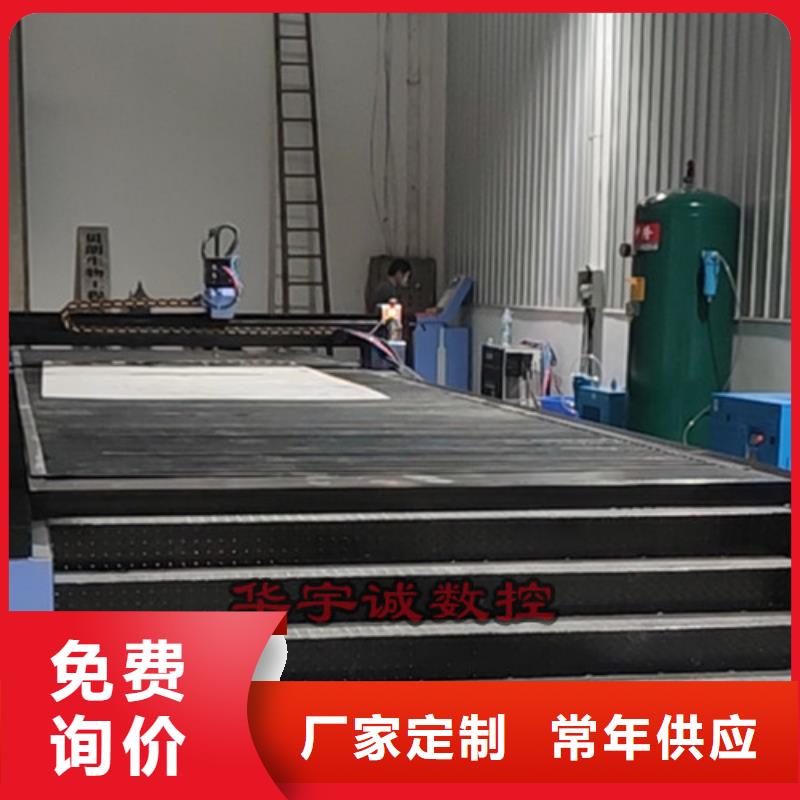
数控等离子切割机与激光切割机的比较
数控等离子切割机是一种新型的热切割设备,它的工作原理是以压缩空气为工作气体,以高温高速的等离子弧为热源、将被切割的金属局部熔化、并同时用高速气流将已熔化的金属吹走、形成狭窄切缝。
等离子切割机可用于不锈钢、铝、铜、铸铁、碳钢等各种金属材料切割,不仅切割速度快、切缝狭窄、切口平整、热影响区小,工件变形度低、操作简单,而且具有显著的节能效果。等离子切割机适用于各种机械、金属结构的制造、安装和维修,作中、薄板材的切断、开孔、挖补、开坡口等切割加工。
激光切割是利用高功率密度的激光束扫描过材料表面,在极短时间内将材料加热到几千至上万摄氏度,使材料熔化或气化,再用高压气体将熔化或气化物质从切缝中吹走,达到切割材料的目的。
激光切割,由于是用不可见的光束代替了传统的机械刀,激光刀头的机械部分与工作无接触,在工作中不会对工作表面造成划伤;激光切割速度快,切口光滑平整,一般无需后续加工;切割热影响区小,板材变形小,切缝窄(0.1mm~0.3mm);切口没有机械应力,无剪切毛刺;加工精度高,重复性好,不损伤材料表面;数控编程,可加工任意的平面图,可以对幅面很大的整板切割,无需开模具,经济省时。
就切割精度而言,等离子能达到1mm以内,激光能达到0.2mm以内;在成本上等离子切割机相对于激光切割机来说要便宜的多,在加工精度上等离子切割相对于激光切割一个是粗加工,一个是精细加工!
等离子切割是利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。
等离子切割发展到现在,等离子切割机可采用的工作气体(工作气体是等离子弧的导电介质,等离子切割机又是携热体,同时还要排除切口中的熔融金属)对等离子弧的切割特性以及切割质量、速度都有明显的影响。常用的等离子弧工作气体有氩、氢、氮、氧、空气、水蒸气以及某些混合气体。
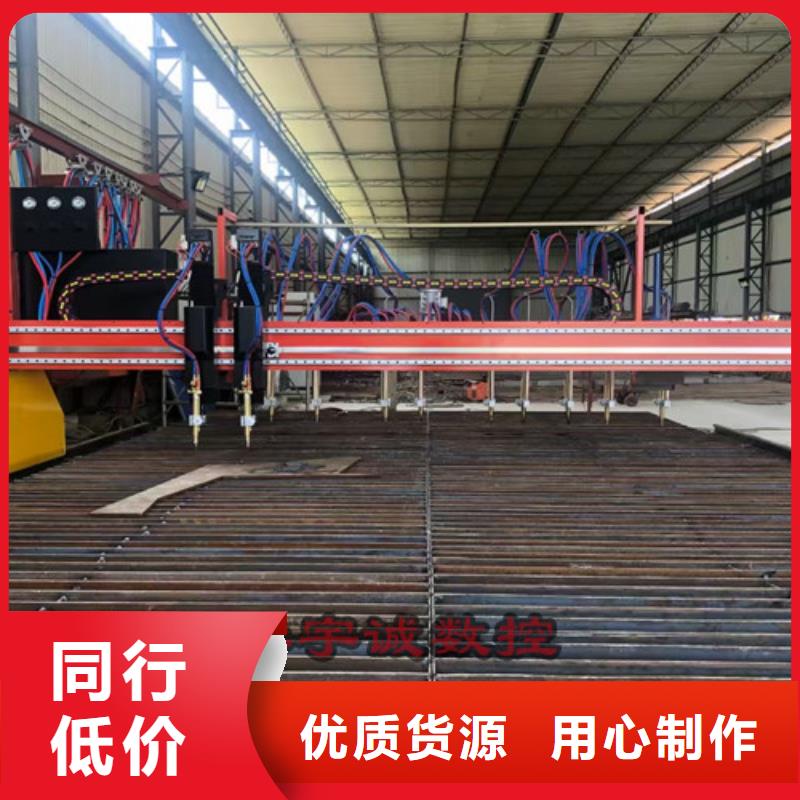
等离子切割机广泛运用于汽车、机车、压力容器、化工机械、核工业、通用机械、工程机械、钢结构等各行各业!



日常的数控等离子切割机加工过程中,为了提高切割质量效果,需要操作人员关注数控等离子切割机几方面的因素和表现,南通阳光焊割在多年数控等离子切割机设备的研发生产中总结了如下五大要素,希望能给广大用户企业一些帮助和参考:1. 数控等离子切割机弧高也就是电弧高度,由于等离子弧是橄榄球外形,所以电弧高度严重影响切割质量,假如选择不当,将会形成切割面不垂直或者严重偏向,普通来说,厚板的弧高要小于薄板。2. 数控等离子切割机弧压经过调理弧压来调理输出等离子能量的大小,弧压越大,输出的能量就越大。3. 数控等离子切割机延迟主要用于穿孔,延迟的目的是为了可以正常穿孔,是切割时从穿孔到行进所需的时间,厚板时延迟时间要大于薄板。4. 数控等离子切割机移动速度合理的参数只要一个 移动速度。5. 数控等离子切割机自动调高系统自动调高系统中主要调理的是穿孔高度,穿孔高度的设置是为了穿孔时维护割炬,不合理的穿孔高度容易损坏易损件以至形成烧抢的严重结果。



数控等离子切割机加工速度
除了工作气体对切割质量有影响外,切割速度对数控等离子切割机的加工质量影响也是很重要的。切割速度:切割速度范围可按照设备说明选定或用试验来确定,由于材料的厚薄度,材质不同,熔点高低,热导率大小以及熔化后的表面张力等因素,切割速度也相应的变化。主要表现:
1.切割速度适度地提高能改善切口质量,即切口略有变窄,切口表面更平整,同时可减小变形。
2.切割速度过快使得切割的线力量低于所需的量值,切缝中射流不能快速将熔化的切割熔体立即吹掉而形成较大的后拖量,伴随着切口挂渣,切口表面质量下降。
3.当切割速度太低时,由于切割处是等离子弧的阳极,为了维持电弧自身的稳定,阳极斑点或阳极区必然要在离电弧近的切缝附近找到传导电流地方,同时会向射流的径向传递更多的热量,因此使切口变宽,切口两侧熔融的材料在底缘聚集并凝固,形成不易清理的挂渣,而且切口上缘因加热熔化过多而形成圆角。
4.当速度极低时,由于切口过宽,电弧甚至会熄灭。由此可见,良好的切割质量与切割速度是分不开的。
华宇诚数控科技有限公司(河北分公司)【18986290037】在河北省本地专业从事数控等离子切割机激光切割机12000w批发货源,价格低,发货快,效果好 ([城市群])可送货上门。